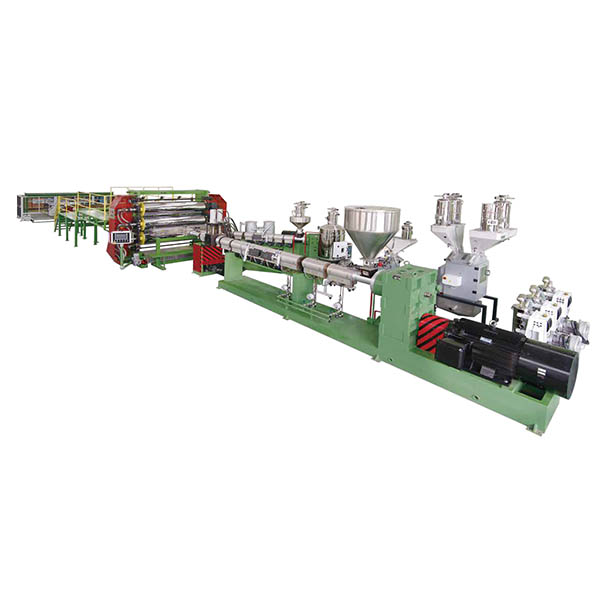
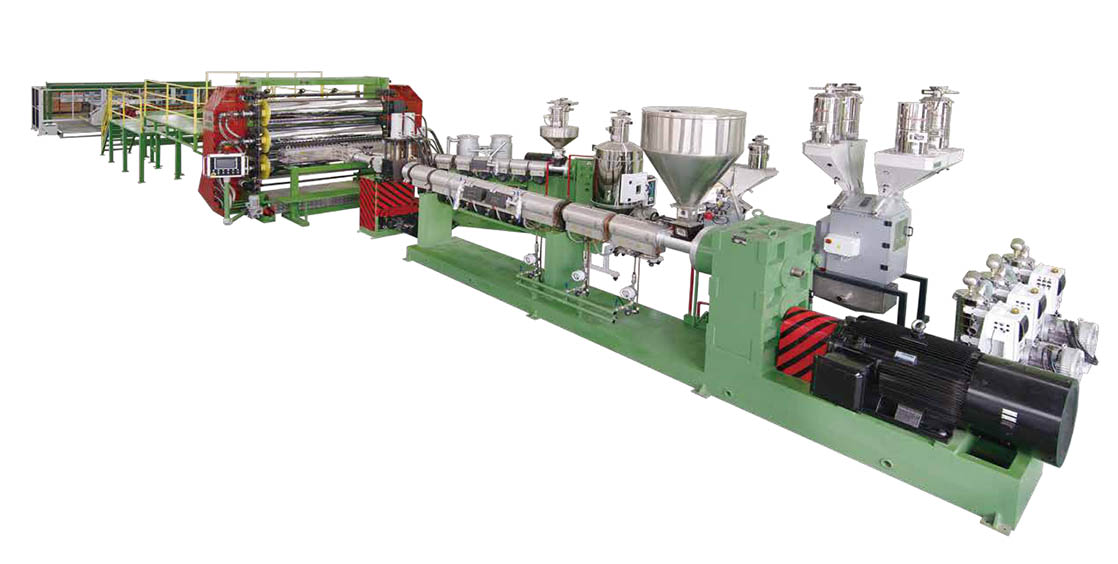
خط بثق لوح التشكيل الحراري HDPE
توفر Jwell نظام بثق متقدم ، وهي مناسبة لإنتاج مواد HMW-HDPE التي تحتوي على MFI منخفضة وقوة عالية في اللوحة ، وتستخدم الألواح بشكل أساسي لإنتاج لوح النقل الأوتوماتيكي ، وبطانة صندوق البيك اب ، وغطاء الشاحنة ، ومكافحة المطر غطاء إلخ. يمكن أن تقلل سماكة اللوحة أكثر من 30٪ عندما يكون لها نفس قوة التأثير ، فإنها تقلل من تكلفة الإنتاج للمصنعين. سماكة اللوحة 2-12 مم ، العرض 2000-3000 مم.
المواصفات الفنية الرئيسية
|
نموذج |
عرض المنتجات (مم) |
سمك المنتجات (مم) |
السعة (كجم / ساعة) |
|
JW130 + JW70 |
2200 |
1.5-12 |
600-700 |
|
JW150 + JW90 |
2600 |
1.5-12 |
800-900 |
ملاحظة: المواصفات عرضة للتغيير دون إشعار مسبق.
عرض صورة المنتج




نظام النقل
تتمثل وظيفة نظام القيادة في قيادة المسمار وتزويد عزم الدوران والسرعة المطلوبة من قبل المسمار في عملية البثق. يتكون عادة من محرك ومخفض ومحمل.
جهاز التدفئة والتبريد
يعتبر التسخين والتبريد من الشروط الضرورية لعملية بثق البلاستيك.
1. يستخدم جهاز البثق عادة التسخين الكهربائي ، والذي ينقسم إلى تسخين بالمقاومة وتسخين بالحث. يتم تثبيت لوح التسخين في الجسم والرقبة والرأس. يقوم جهاز التسخين بتسخين البلاستيك الموجود في الأسطوانة خارجيًا لزيادة درجة الحرارة للوصول إلى درجة الحرارة المطلوبة لعملية العملية.
2. تم ضبط جهاز تبريد الطارد لضمان أن البلاستيك في نطاق درجة الحرارة التي تتطلبها العملية. على وجه التحديد ، من أجل استبعاد الحرارة الزائدة الناتجة عن احتكاك القص الناتج عن دوران المسمار ، وذلك لتجنب ارتفاع درجة الحرارة بحيث يصعب تحلل البلاستيك أو احتراقه أو تشكيله. ينقسم تبريد البرميل إلى نوعين: تبريد بالماء وتبريد بالهواء. بشكل عام ، تعد أجهزة البثق الصغيرة والمتوسطة الحجم أكثر ملاءمة لتبريد الهواء ، بينما يتم تبريد أجهزة البثق كبيرة الحجم في الغالب بالماء أو دمجها مع شكلين من أشكال التبريد.





